
インフラ設備向け筐体板金 | 株式会社 協和工業

| 製品カテゴリ | 筐体板金 |
|---|---|
| 業界 | インフラ |
| 材質 | SECC |
| 用途 | 筐体板金 |
|---|---|
| サイズ・板厚 | 500×600×1000、t1.2およびt1.0 |
| 加工方法 | ブランク、曲げ、溶接、焼け取り |
精密板金と筐体板金の融合:自立型キャビネットの歪みを押さえる設計提案と加工技術
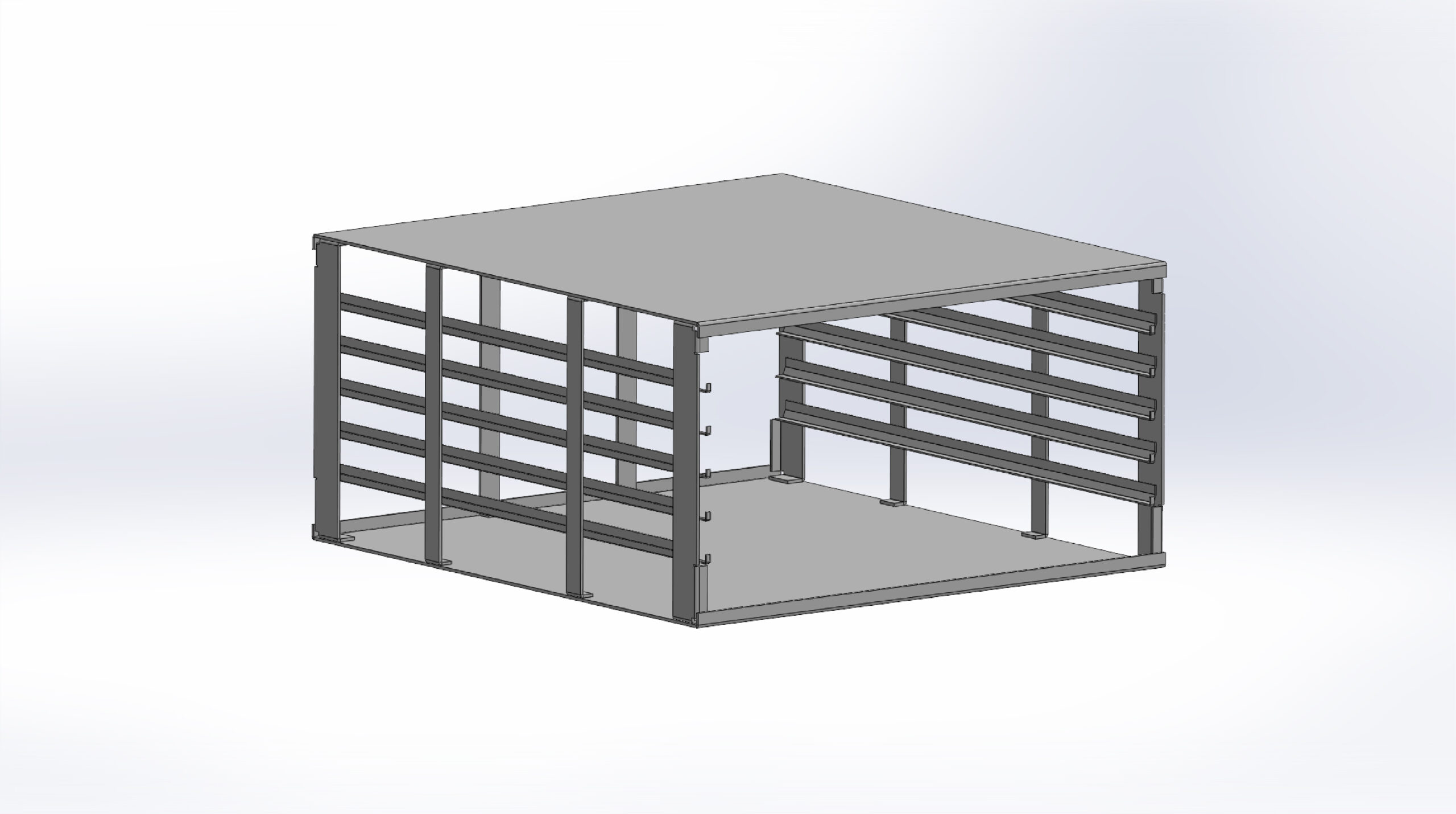
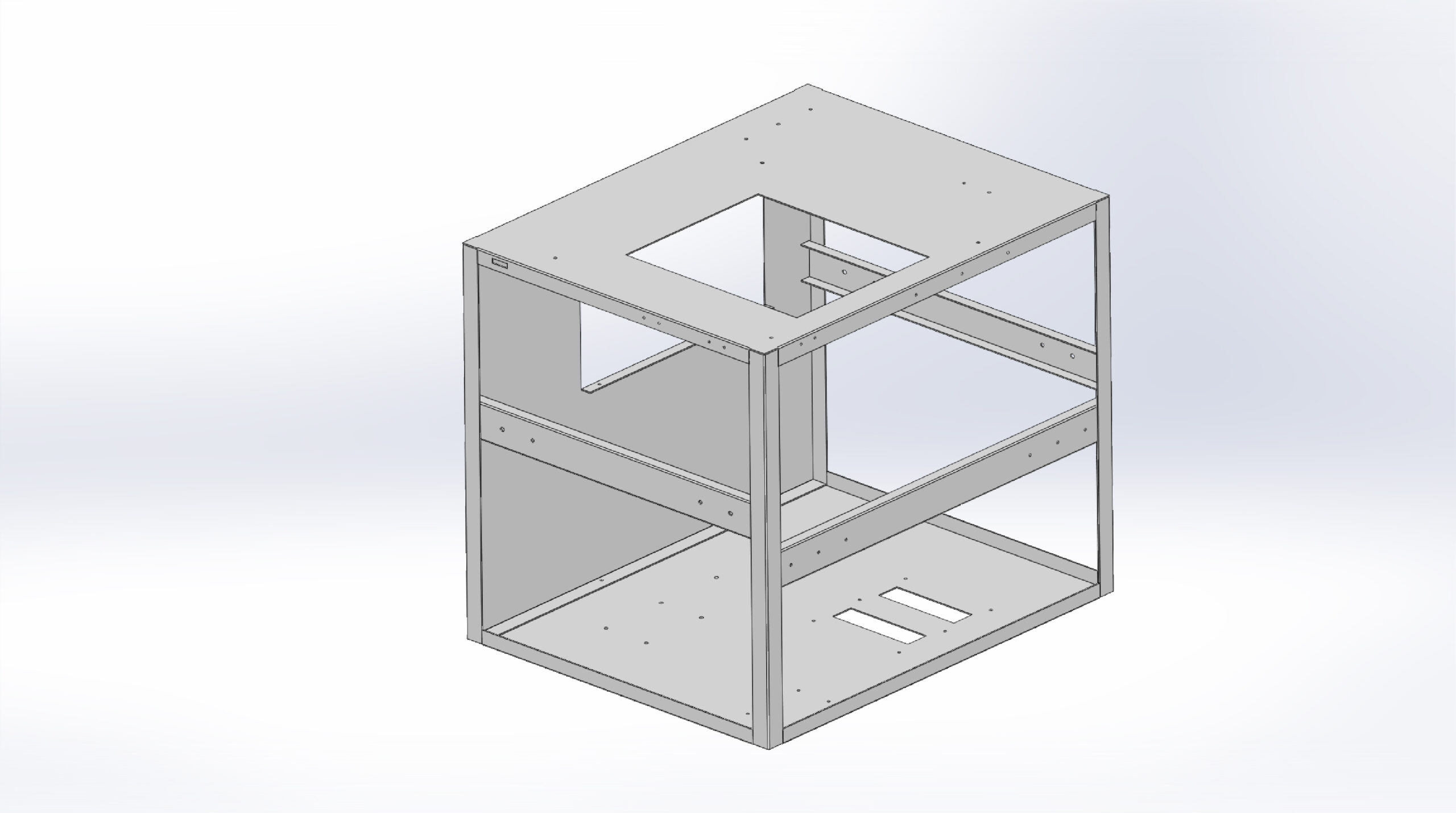
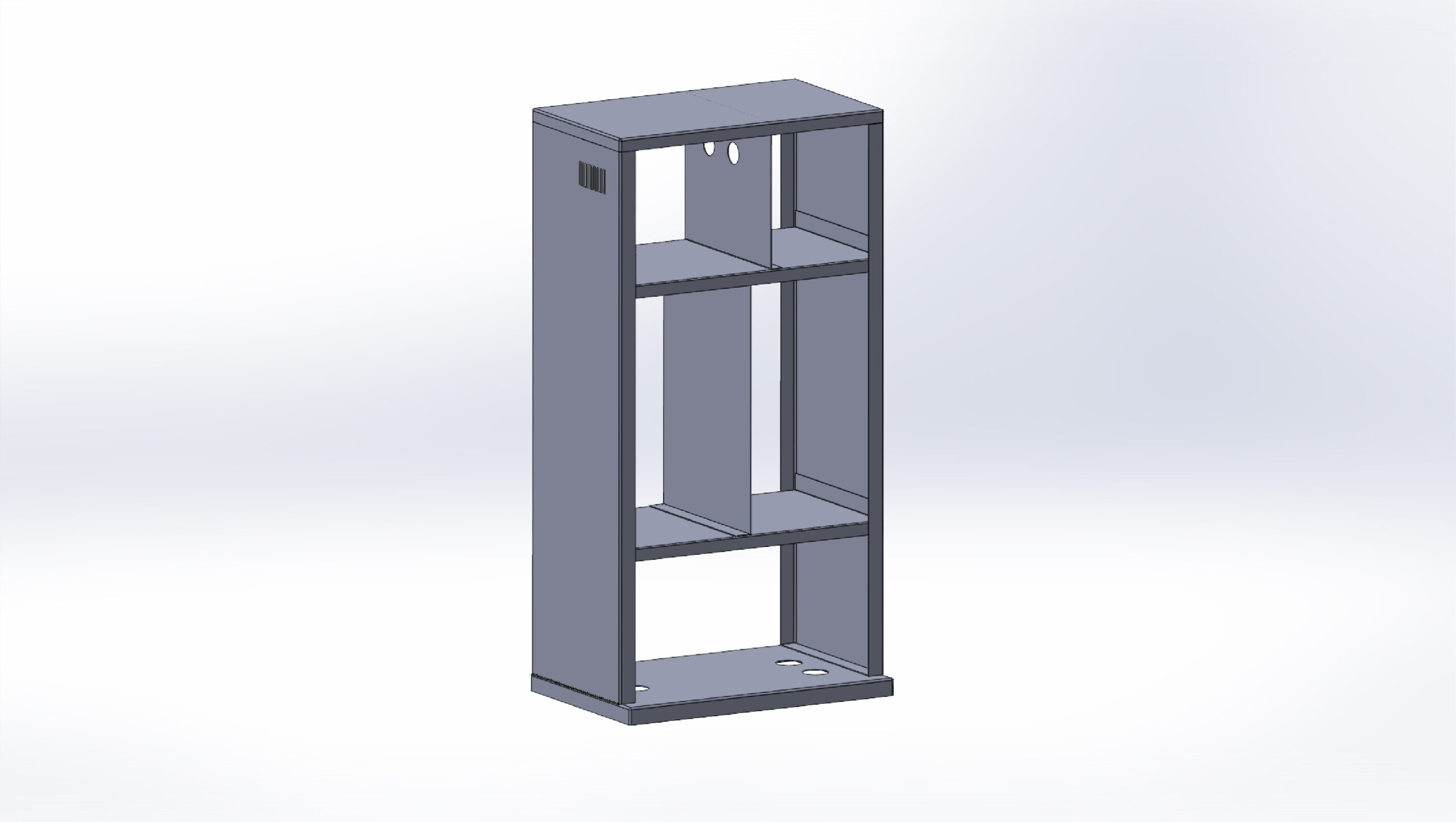
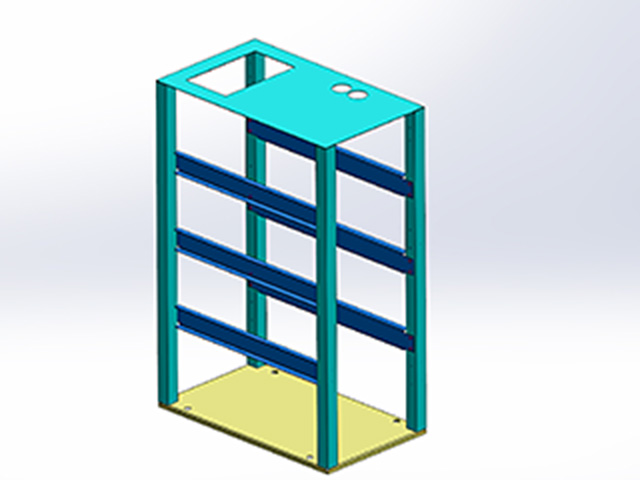
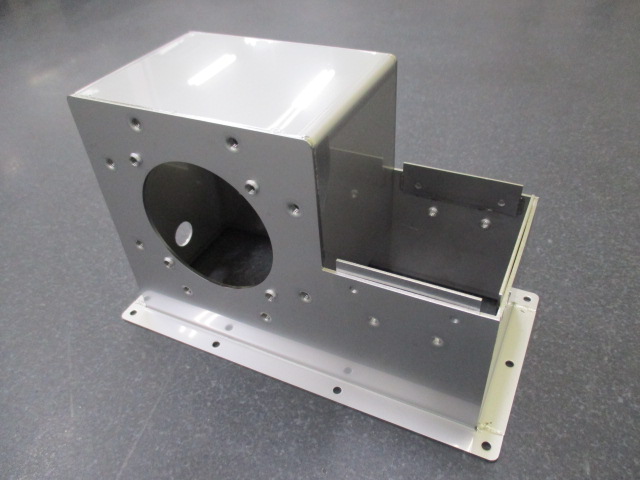
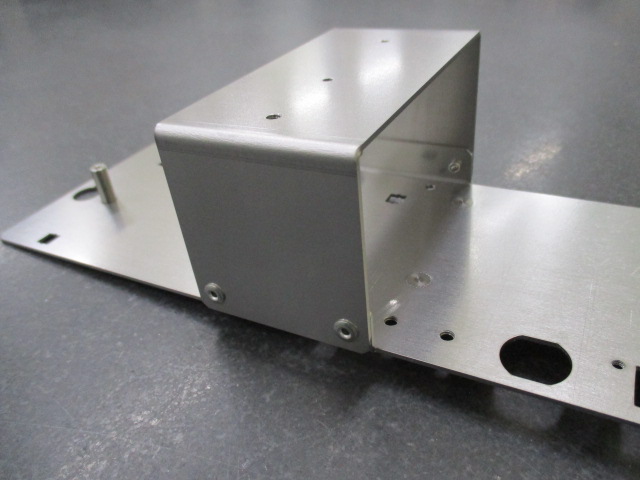
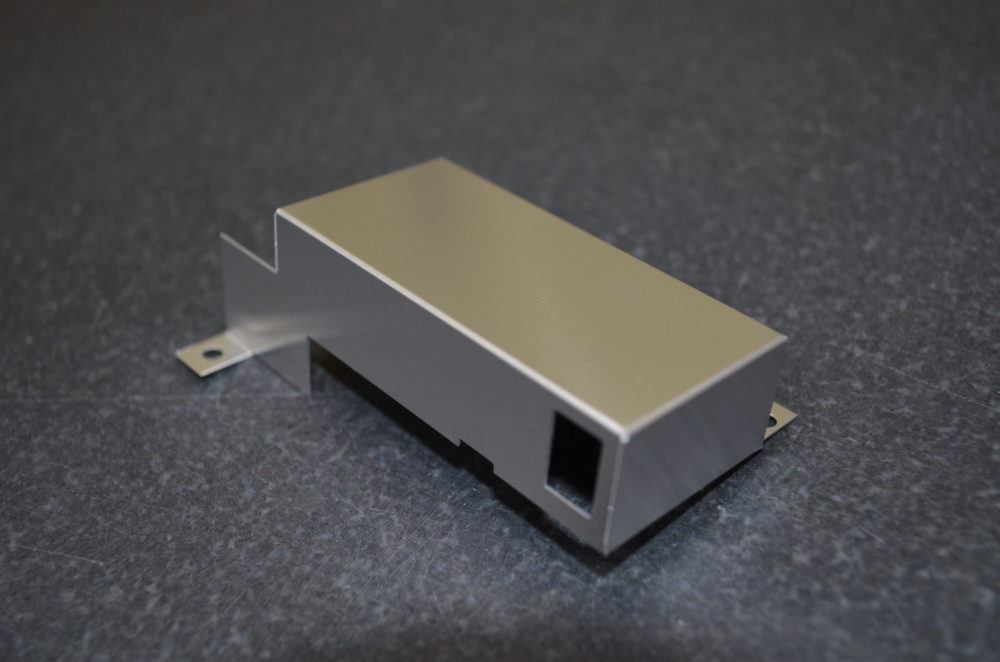
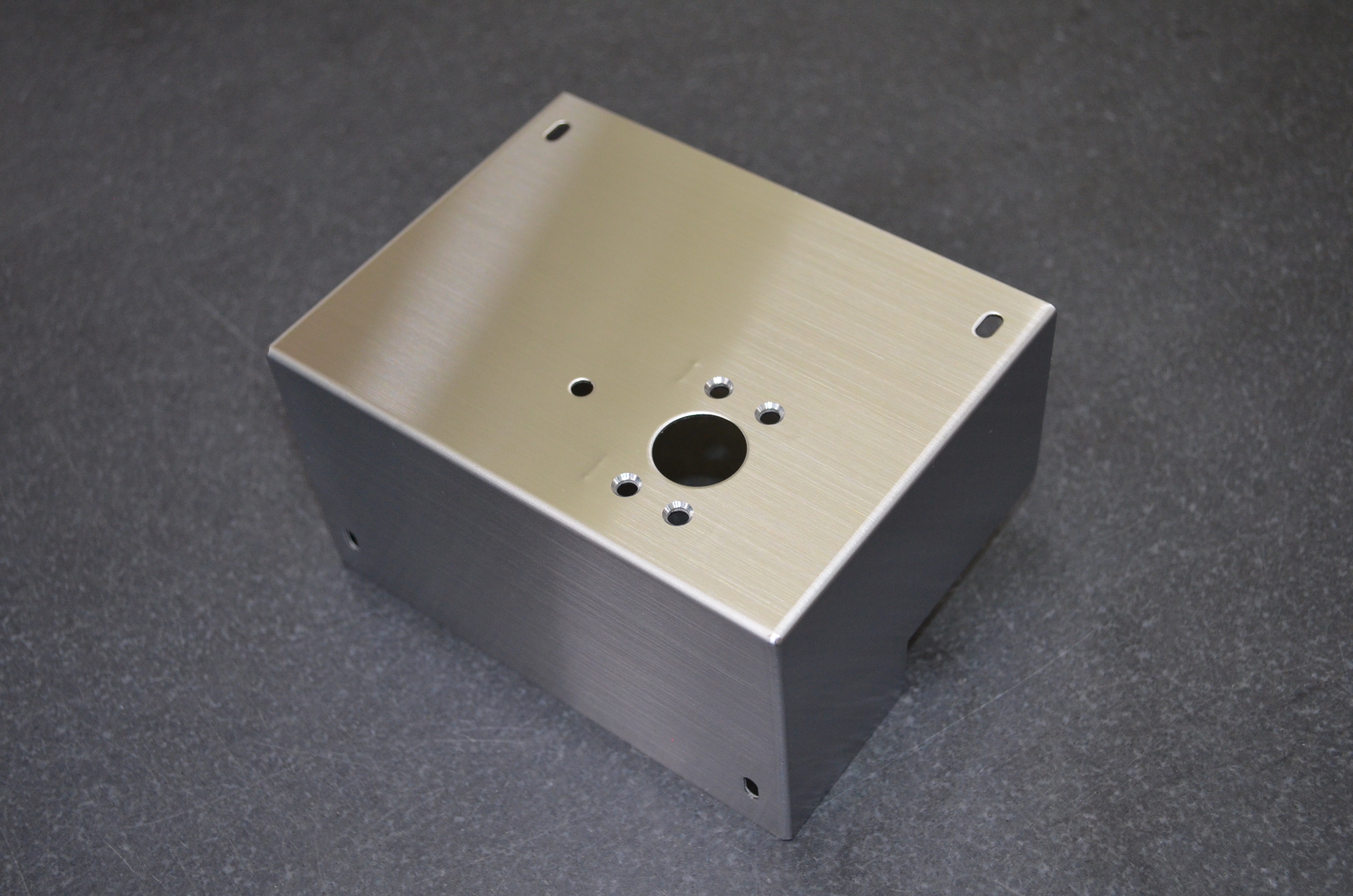
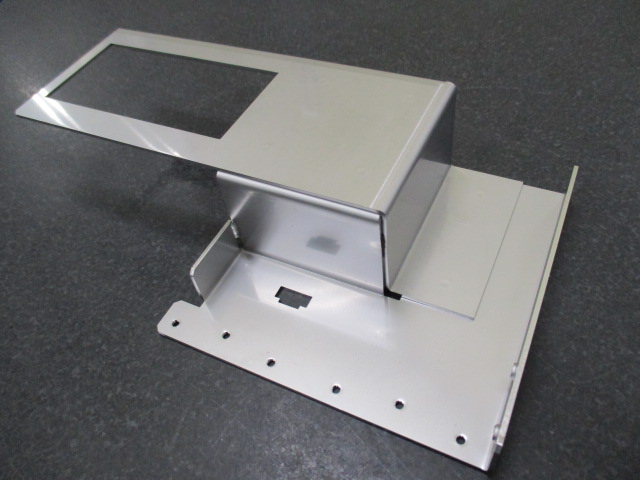
精密な電子機器やモニター、制御装置などを収納する「自立型キャビネット(筐体)」。500×600×1000といった大型の板金筐体は、そのサイズからくる「歪み」のコントロールと、内部に多数搭載される部品の「位置精度」の確保が非常に困難な課題となります。
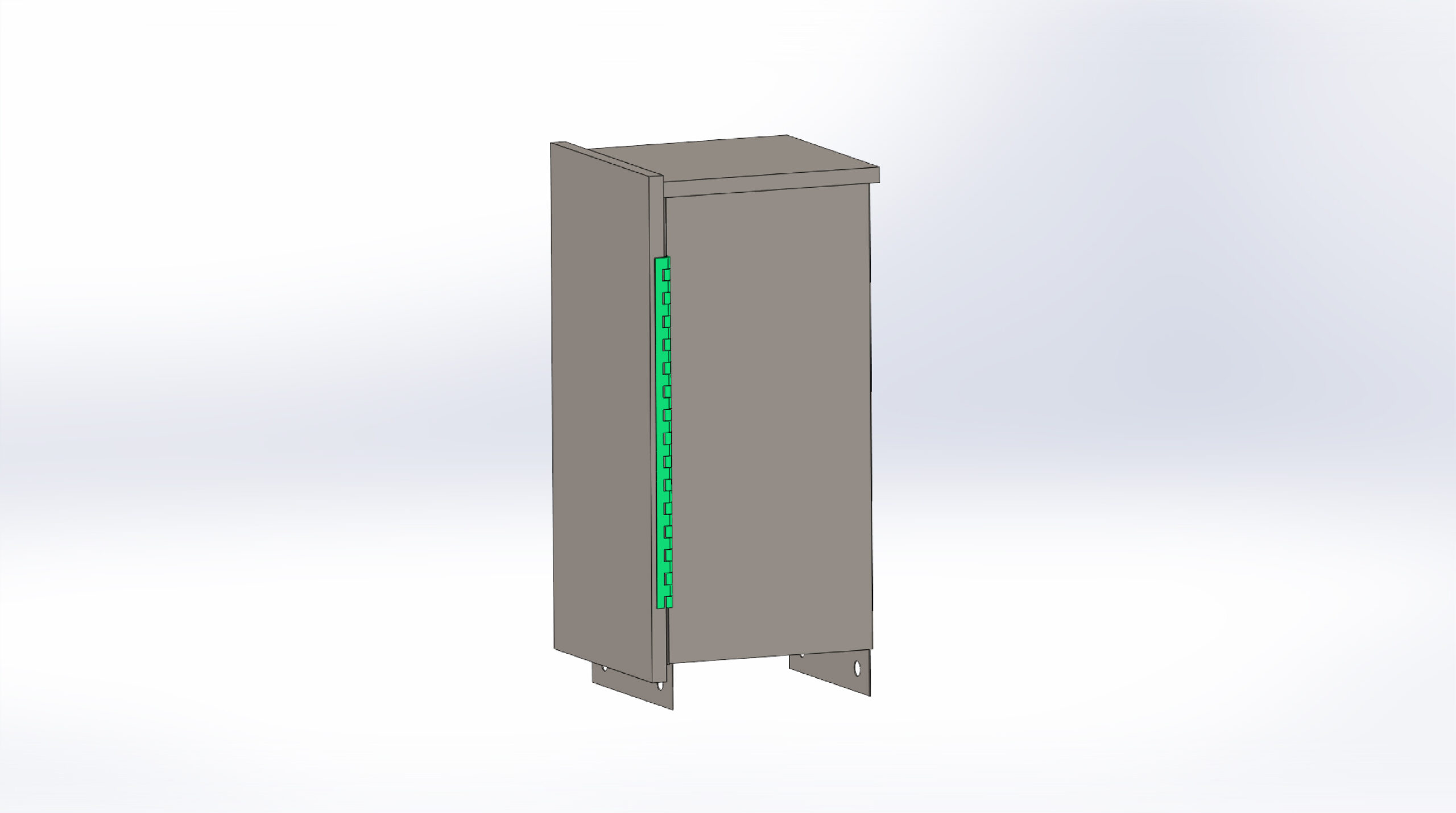
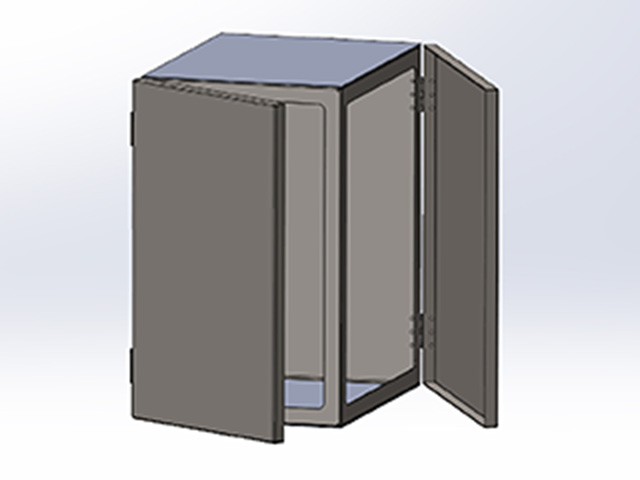
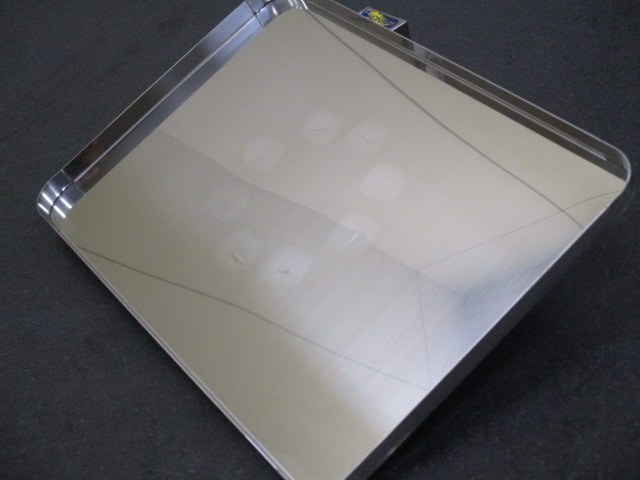
本記事では、t1.2およびt1.0のSECC(電気亜鉛めっき鋼板)を使用し、黒色塗装で仕上げられた大型自立型筐体の製作事例をもとに、協和工業が提供する独自のソリューションをご紹介します。
大型筐体における「歪み」という難題
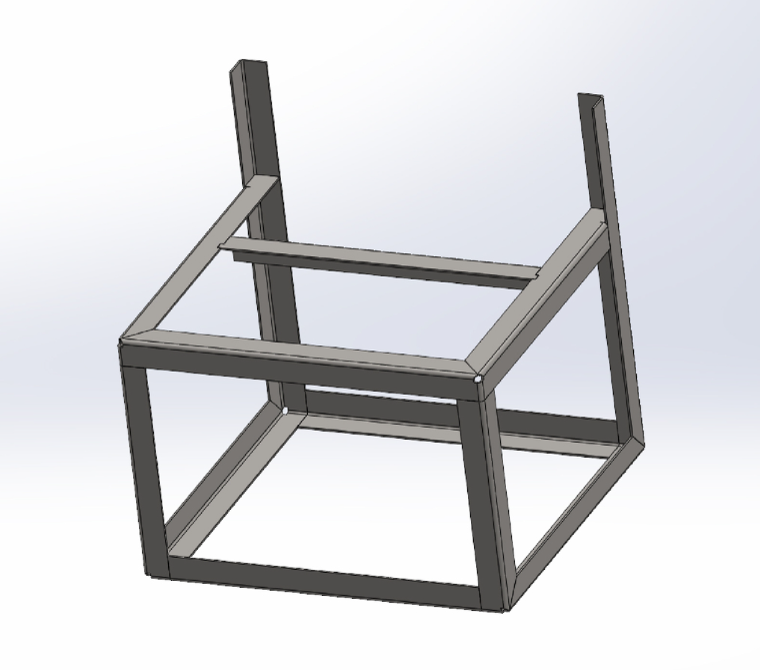
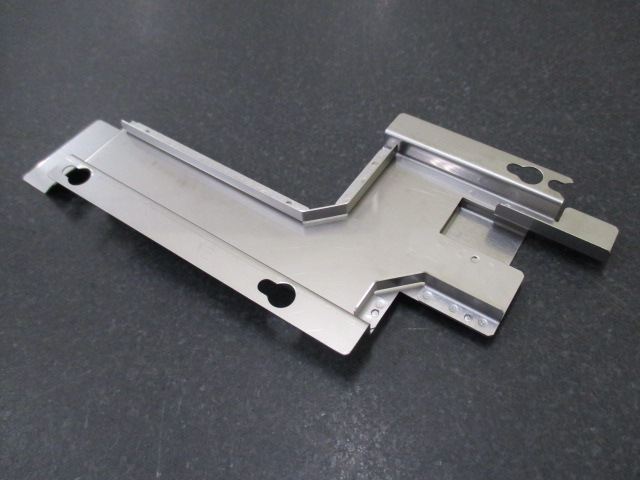
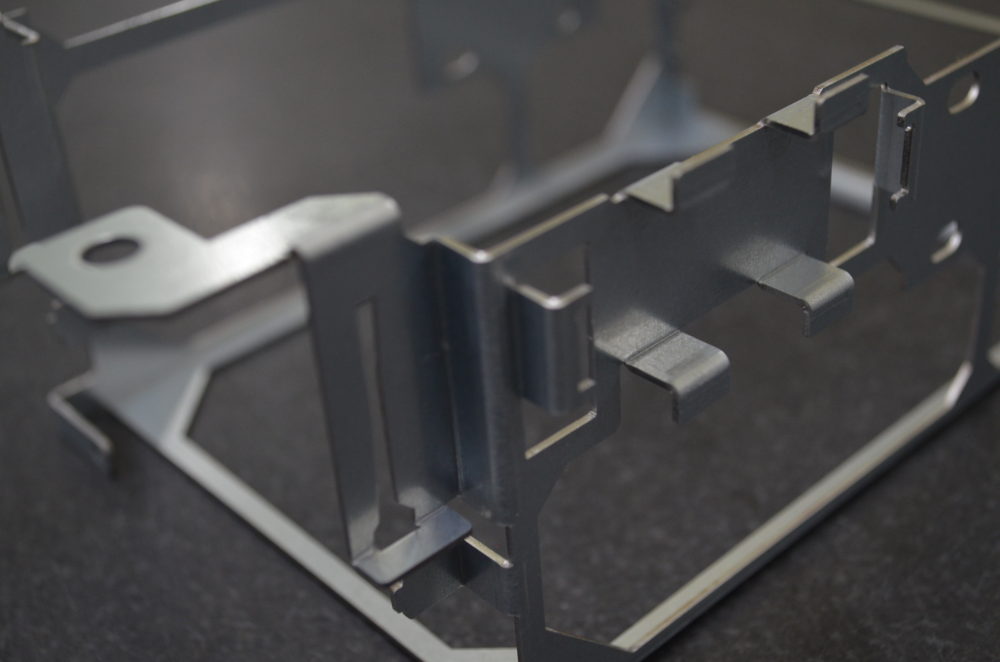
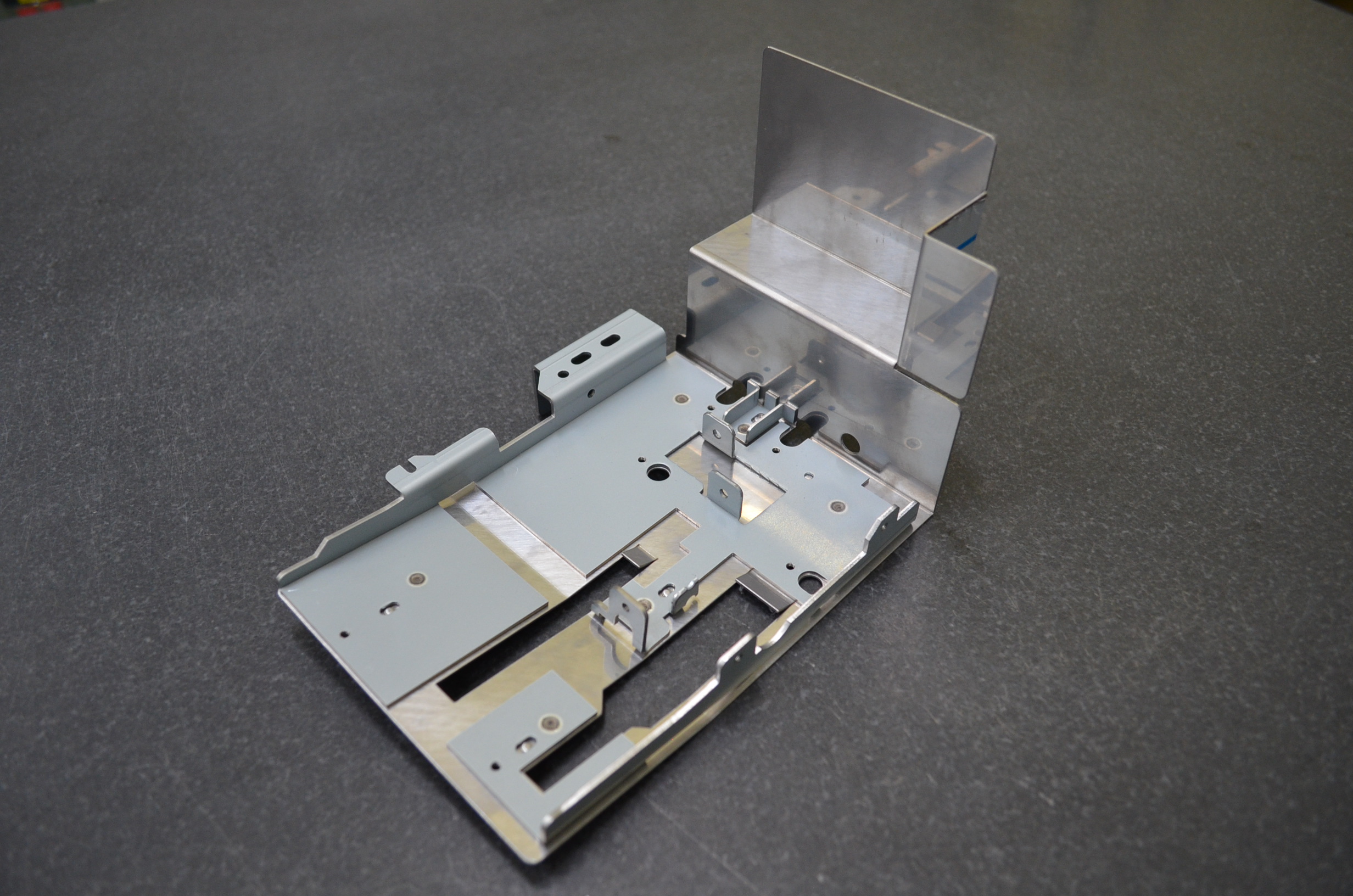
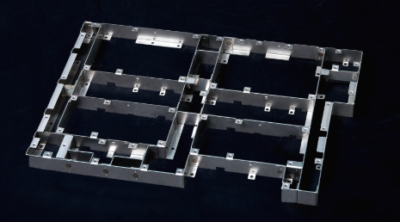
今回の事例である500×600×1000サイズの自立型筐体は、多くの内部棚板や補強部材、上部のモニター取付部などが複雑に組み合わさった高難度な構造をしています。
このようなサイズの「筐体板金」において、最も大きな課題となるのが製造(溶接)工程で発生する「熱歪み」です。
t1.0やt1.2といった比較的薄い板材に対し、強固な結合を求めて一般的な連続溶接を行うと、熱の影響により筐体全体が大きく歪んでしまいます。その結果、内部棚板の平行が出ない、モニターが真っ直ぐ取り付かない、あるいは最終的なカバーが綺麗に閉まらないといった致命的な不具合に直結します。
「美しく、精度の高い板金筐体を作りたい」
そのご要望に応えるために、当社では溶接の歪みを極限まで抑える独自の工法と、設計段階からのVA/VE提案を行っています。
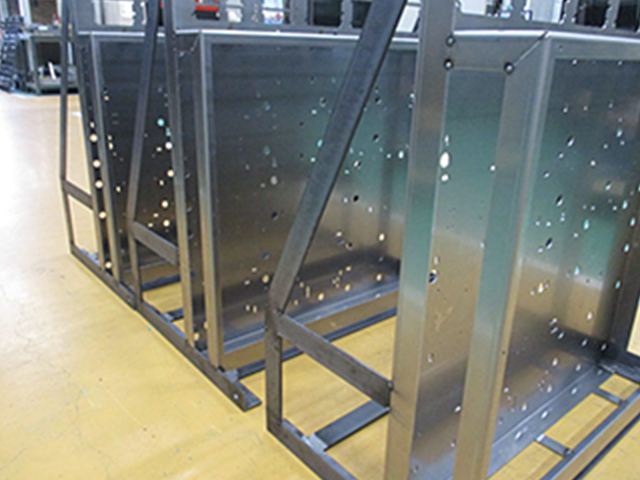
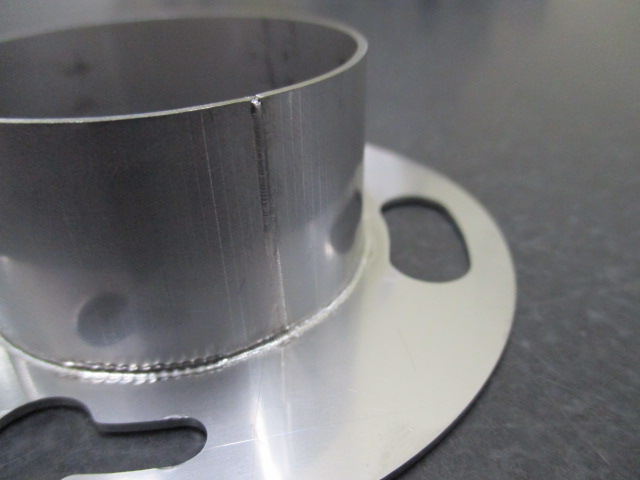
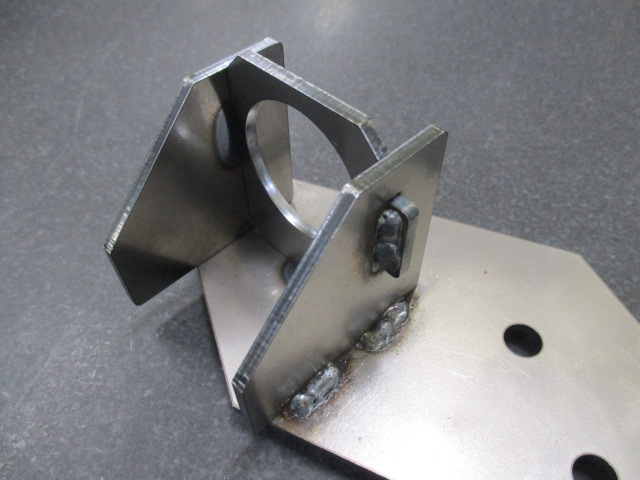
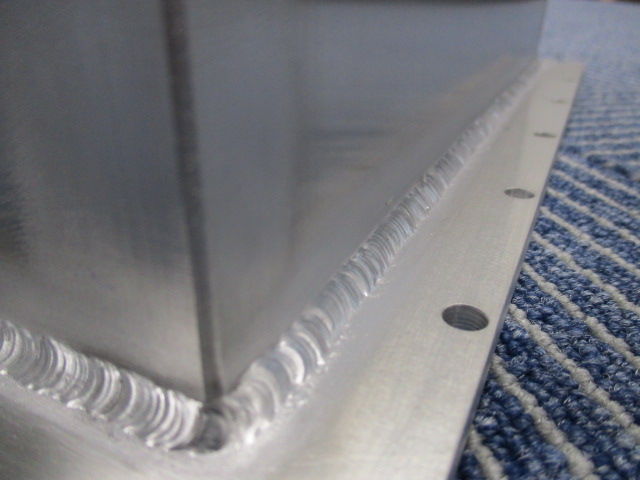
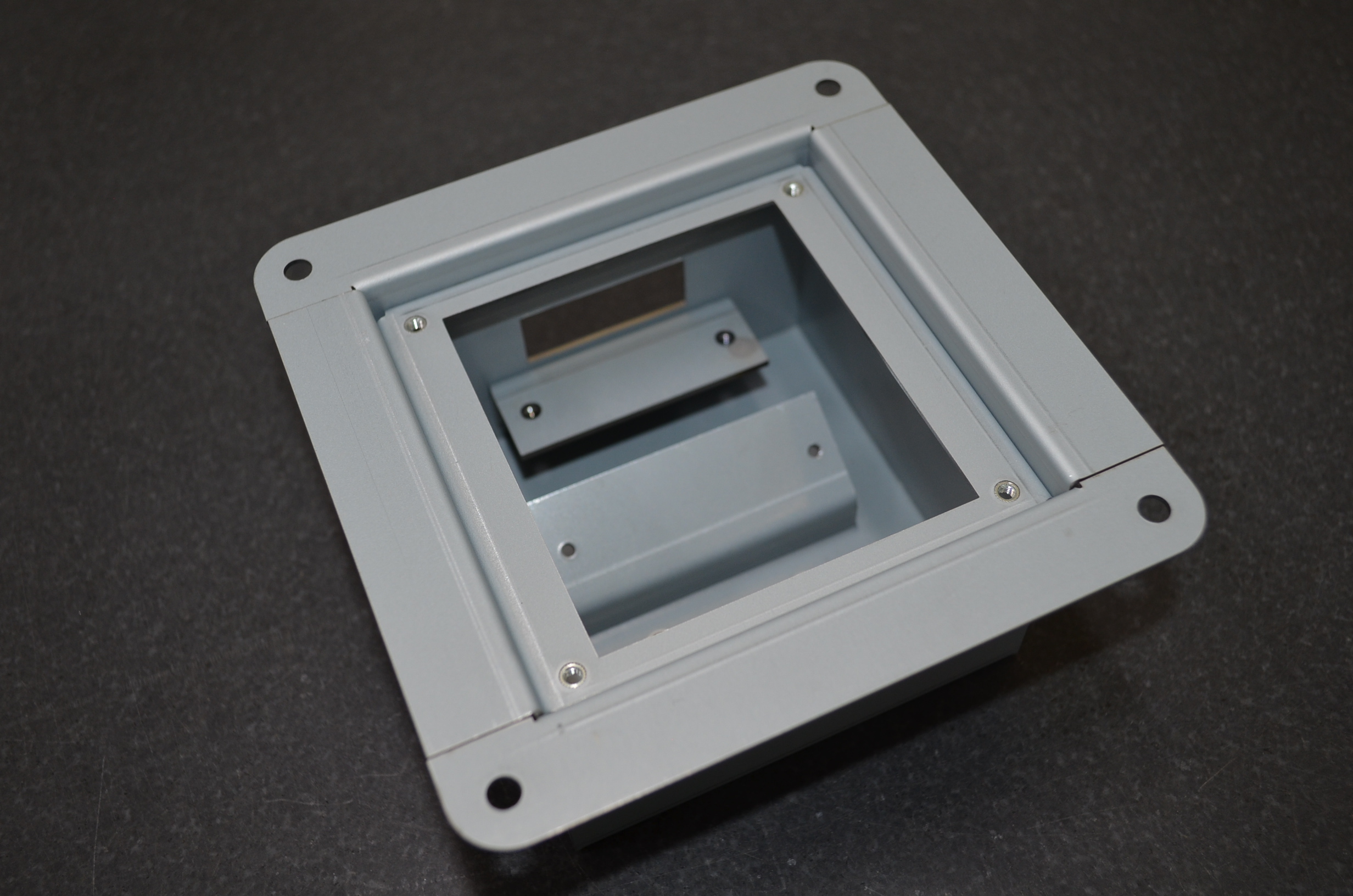
TIG溶接を用いた「ピッチ溶接」による熱歪みの抑制
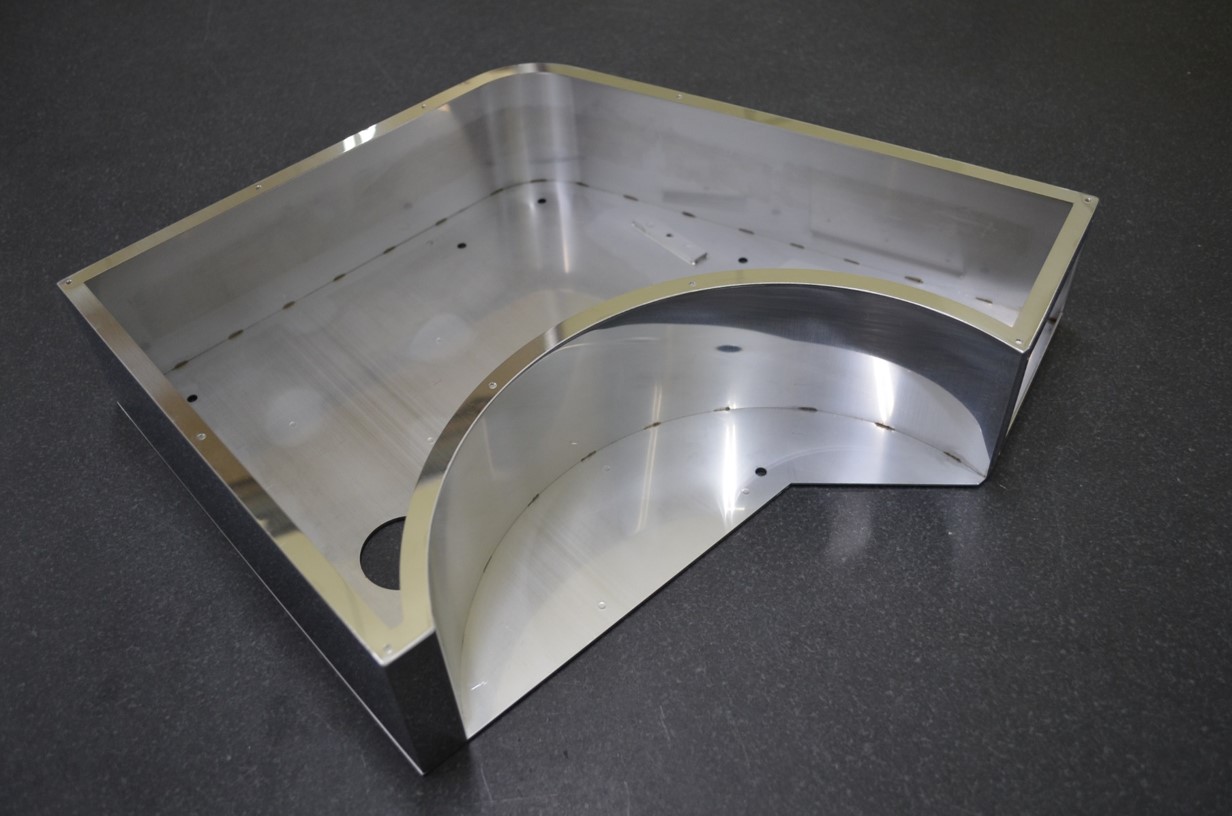
大型筐体の剛性を保ちつつ、歪みを最小限に抑えるために、今回の筐体製造では「TIG溶接」による「ピッチ溶接」を採用しました。
連続溶接は入熱量が大きく、熱の影響範囲が広いため歪みの大きな原因となります。これに対し、ピッチ溶接は一定の間隔(ピッチ)を開けて部分的に溶接していく手法です。入熱量を厳密にコントロールすることで、母材への熱影響を局所的に留め、筐体全体の歪みを大幅に抑制します。
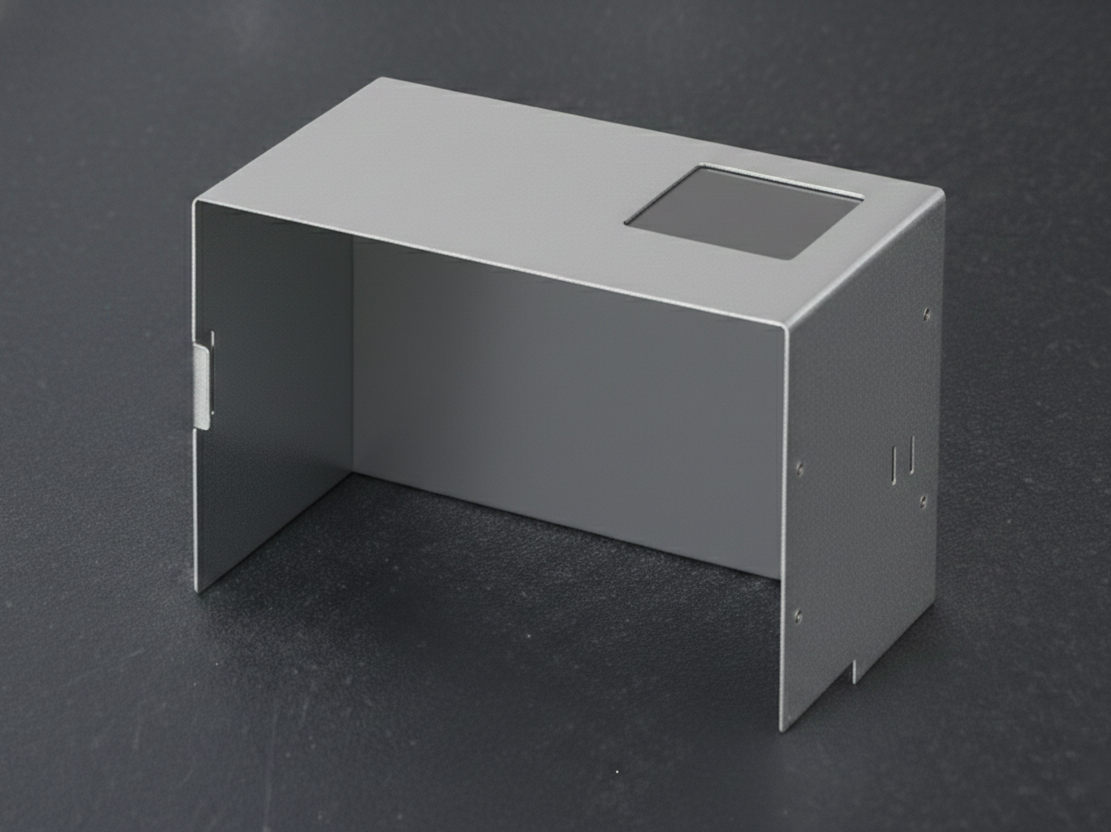
さらに、「溶接痕は外観上支障ないように」という厳しい外観品質要求に対しても、ピッチ溶接の手法を応用しています。必要な強度を確保しながら外観への影響を最小限に抑える「精密板金」ならではの加工技術を駆使しており、このきめ細やかな入熱コントロールと仕上げ技術が、最終的な高品質塗装の美しさを引き立てています。
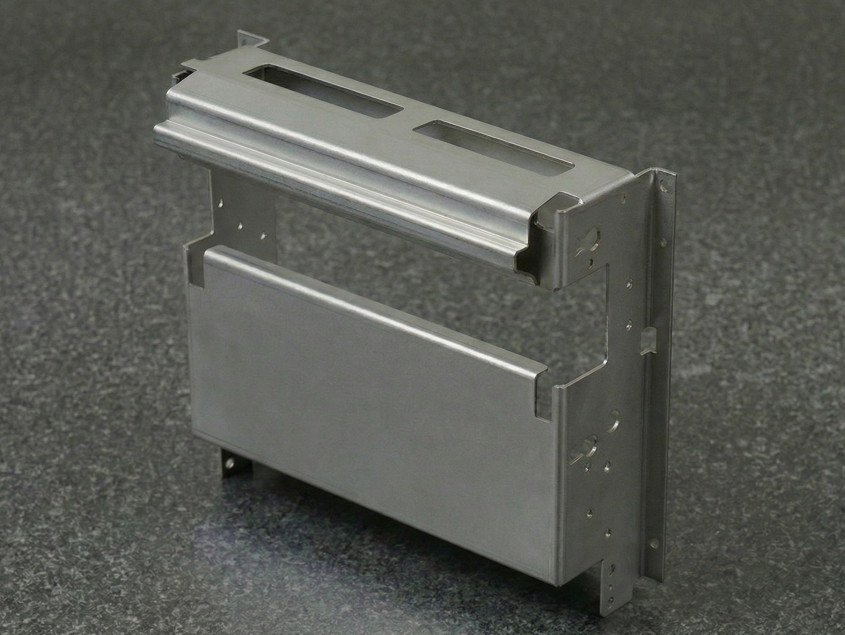
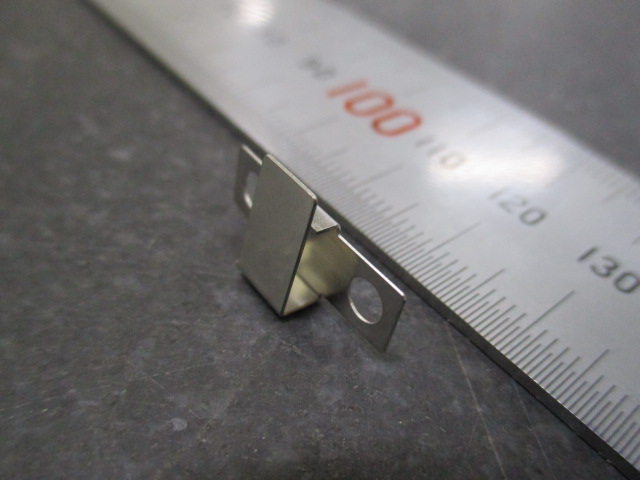
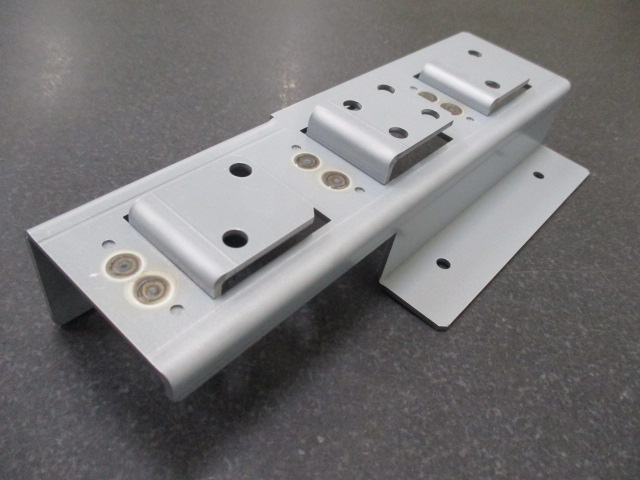
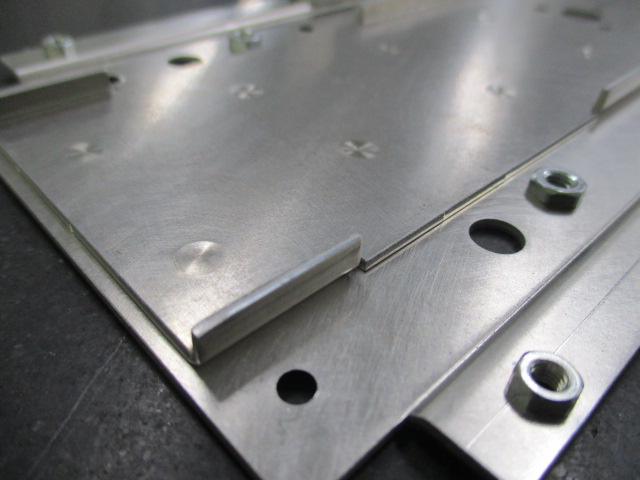
組立精度を極限まで高める「ダボ・タブ」の設計提案
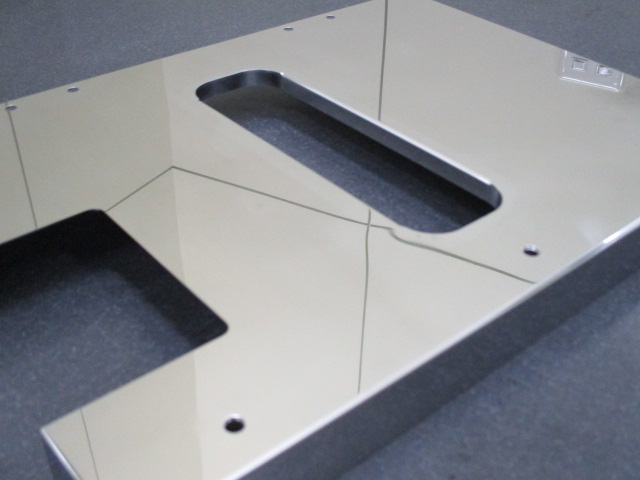
歪みを抑える加工技術だけでは、この複雑な筐体は完成しません。多数の内部棚板や細かな部材を、ズレなく正確な位置に固定する必要があります。
従来の筐体板金では、部材の位置決めを熟練工の勘や、高価で複雑な専用治具に依存しがちでした。しかし、それでは生産効率が悪く、製品ごとの個体差(バラツキ)が生じるリスクがあります。
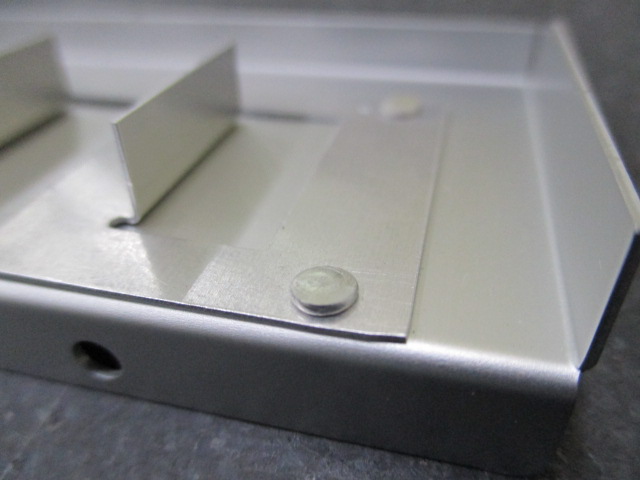
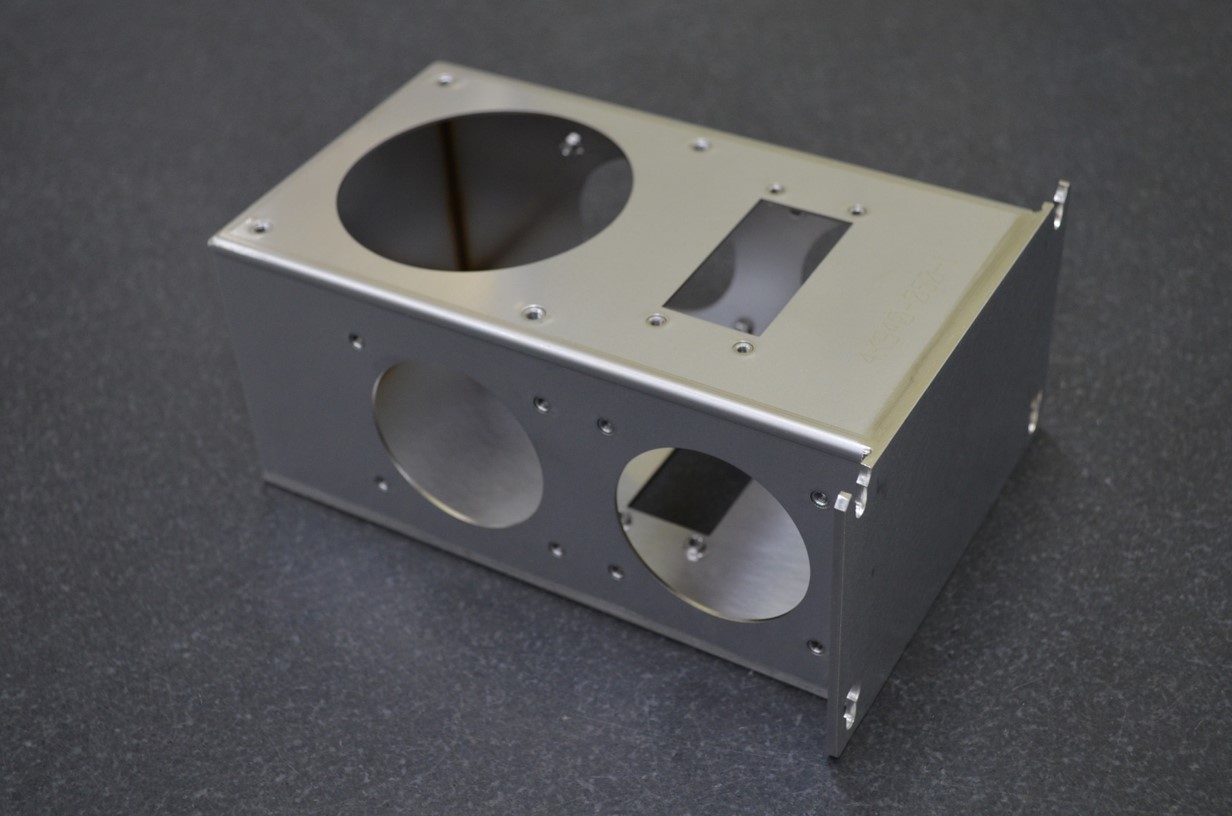
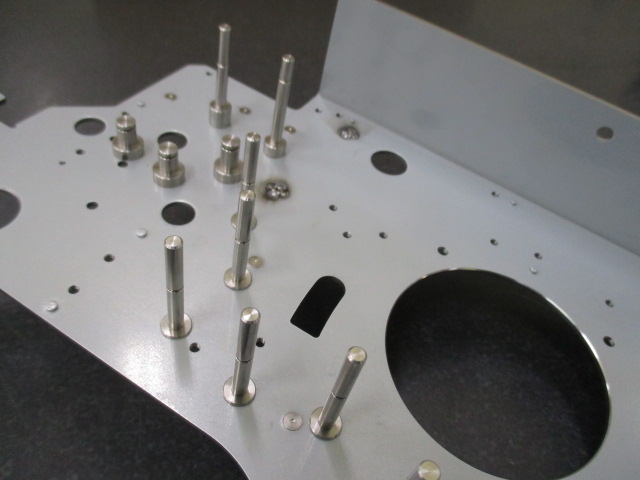
そこで当社は、図面を拝見した初期段階で、部品同士を自動的に正確な位置に導く「ダボ(位置決めボス)」や「タブ(位置決め用突起)」を各所に設置する設計提案を行いました。これらを板金部品の展開・レーザー加工の段階で組み込むことで、以下のような大きなメリットが生まれます。
- 自己位置決め機能の付与: 部品を組み合わせるだけで、ダボが穴に、タブがスリットにピタリとはまり、物理的に正確な位置が出ます。治具への依存度を大幅に下げることができます。
- バラツキの徹底排除: 個々の部品の加工精度が、そのまま全体の組立精度へと直結します。作業者によるブレがなくなり、常に安定した高品質を確保できます。
- 工数削減によるコストメリット: 位置が決まった状態で確実な仮止めができるため、本溶接への移行が極めてスムーズになり、全体のリードタイム短縮とコストダウンに貢献します。
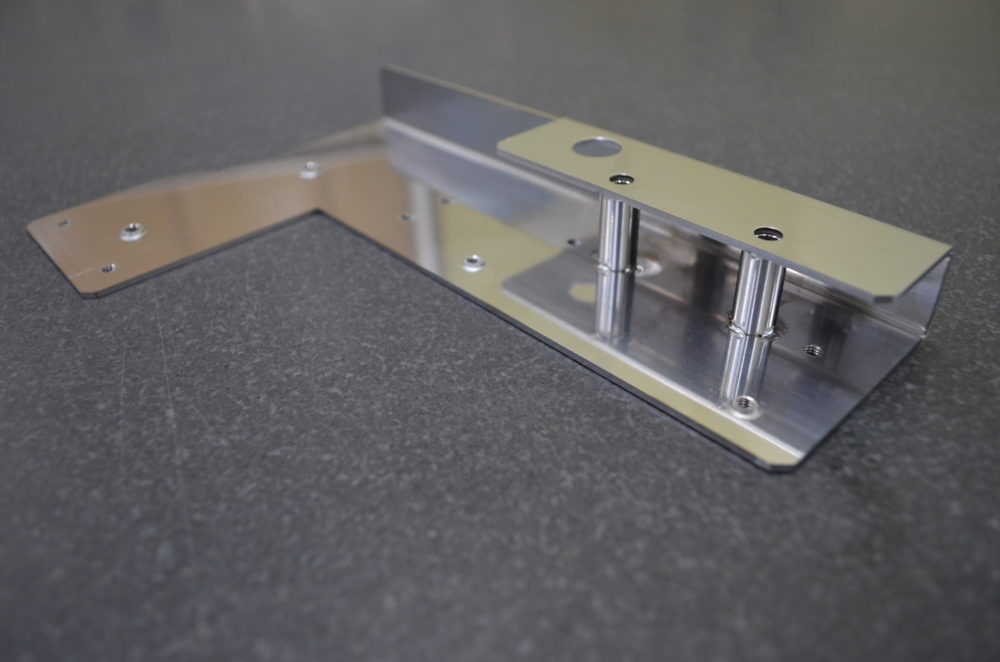
当社は、棚板の穴位置やモニター取付ボスの配置、底部ブラケットの構造などを詳細に分析し、お客様の設計意図を満たしつつ製造効率を最大化する最適なダボ・タブの設計変更をご提案いたしました。
まとめ:「筐体板金」と「精密板金」の高度な融合
今回ご紹介した自立型筐体は、大型サイズゆえの熱歪みコントロールという「筐体板金」の難しさと、多数の部品群をミクロン単位で位置決めする「精密板金」のノウハウが、高度に融合した製品です。
私たちは、単に図面通りに鉄板を曲げて溶接するだけの加工屋ではありません。
TIGピッチ溶接による歪みの極小化という現場の「加工技術」と、ダボ・タブの設置による組立精度向上の「設計提案」。この両輪でお客様のモノづくりをサポートします。
バリ・歪みの徹底排除、外観の美しさは、当社にとっての最低基準です。大型で精密な筐体の開発や製造アウトソースをご検討の際は、図面段階からのご相談も大歓迎です。板金筐体の設計・製造は、協和工業にお任せください。





製品紹介
薄板板金
-
 フロントカバー
フロントカバー -
 2分割R曲げボックスカバー
2分割R曲げボックスカバー -
 ガイド
ガイド -
 長尺ステンレスダクト
長尺ステンレスダクト -
 R曲げカバー
R曲げカバー -
 モーター用ステンレス薄板カバー
モーター用ステンレス薄板カバー -
 気密箱(薄板板金)
気密箱(薄板板金) -
 カバープレート
カバープレート -
 シールド板(SUS304)
シールド板(SUS304) -
 ステンレスカバー(#400)
ステンレスカバー(#400) -
 ステンレスノズル
ステンレスノズル -
 固定金具(SECC)
固定金具(SECC) -
 ステンレスチャンバー(薄板精密板金)
ステンレスチャンバー(薄板精密板金) -
 キズレスカバー(SUS430)
キズレスカバー(SUS430) -
 薄板溶接カバー
薄板溶接カバー -
 ステンレスブラケット(SUS430)
ステンレスブラケット(SUS430) -
 シュートボックス(SUS430)
シュートボックス(SUS430) -
 薄板ボックス(SUS430)
薄板ボックス(SUS430) -
 スイッチブラケット
スイッチブラケット -
 カバープレート
カバープレート -
 アルミカバー(薄板板金)
アルミカバー(薄板板金) -
 薄板クリップ
薄板クリップ -
 押さえ板
押さえ板 -
 ステンレス薄板カバー(スポット溶接)
ステンレス薄板カバー(スポット溶接) -
 送風ユニット(平リベットカシメ)
送風ユニット(平リベットカシメ) -
 ステンレスボックス(TIG・スポット・レーザー溶接)
ステンレスボックス(TIG・スポット・レーザー溶接) -
 装置カバー(リベット組立)
装置カバー(リベット組立) -
 プーリーカバー
プーリーカバー -
 ステンレス製クリップ
ステンレス製クリップ -
 スイッチプレート
スイッチプレート -
 医療機器向けステンレストレー
医療機器向けステンレストレー -
 フロントパネル(TIG溶接)
フロントパネル(TIG溶接) -
 ステンレス薄板カバー(溶接品)
ステンレス薄板カバー(溶接品) -
 ステンレスカバー(#400)
ステンレスカバー(#400) -
 薄板カバー(リベットAssy)
薄板カバー(リベットAssy) -
 ステンレスダクト
ステンレスダクト -
 板バネ(ベンダー+手曲げ)
板バネ(ベンダー+手曲げ) -
 薄板曲げ加工品(板厚0.5mm)
薄板曲げ加工品(板厚0.5mm) -
 薄板フレーム(t=1.0mm)
薄板フレーム(t=1.0mm) -
 アルミ薄板カバー(t=0.5mm)
アルミ薄板カバー(t=0.5mm) -
 薄板ステンレスボックス
薄板ステンレスボックス -
 ガイド
ガイド -
 薄板カバー(t0.5)
薄板カバー(t0.5) -
 正面パネル
正面パネル -
 フロントパネル
フロントパネル -
 ブレード
ブレード -
 医療機器部品
医療機器部品 -
 レーザー溶接事例
レーザー溶接事例 -
 ケース(SUS430)
ケース(SUS430) -
 歪みのないナット溶接技術
歪みのないナット溶接技術 -
 まるで曲げ加工のような溶接
まるで曲げ加工のような溶接 -
 溶接跡 仕上げ技術
溶接跡 仕上げ技術 -
 キズレス板金加工技術
キズレス板金加工技術 -
 薄板カバー(1mm)
薄板カバー(1mm) -
 機器ボックス
機器ボックス -
 薄板ケース(SUS430-KD)
薄板ケース(SUS430-KD) -
 薄板オイルパン
薄板オイルパン -
 ステンレスカバー(全溶接)
ステンレスカバー(全溶接) -
 薄板カバー
薄板カバー -
 薄板ステンレスホルダー
薄板ステンレスホルダー -
 薄板ボックス
薄板ボックス -
 光路カバー
光路カバー -
 食品機械カバー
食品機械カバー -
 ドアパネル
ドアパネル -
 ベースプレート
ベースプレート -
 Rカバー
Rカバー -
 ワッシャ
ワッシャ -
 カバー
カバー -
 ブラケット
ブラケット -
 上カバー
上カバー -
 下カバー
下カバー -
 止め金具
止め金具 -
 排気カバー
排気カバー -
 ホッパー
ホッパー -
 バケット
バケット -
 シールド
シールド -
 オイルパン
オイルパン -
 金網トレイ
金網トレイ -
 受け皿
受け皿
中板板金
-
 ステンレスチャンバー
ステンレスチャンバー -
 医療機器 大型フレーム
医療機器 大型フレーム -
 ダクト(φ800)
ダクト(φ800) -
 ベースフレーム
ベースフレーム -
 SS製シュート
SS製シュート -
 カバーフレーム溶接品
カバーフレーム溶接品 -
 SSジョイント
SSジョイント -
 SUSテーブル
SUSテーブル -
 ローラーカバー
ローラーカバー -
 真空ブラケット(SPHC)
真空ブラケット(SPHC) -
 SSフレーム
SSフレーム -
 モーターカバー
モーターカバー -
 アルミブラケット
アルミブラケット -
 バルブブラケット
バルブブラケット -
 ブレーキペダル
ブレーキペダル -
 ペーパーガイド(CO2溶接)
ペーパーガイド(CO2溶接) -
 ステンレス取付板(t=2.0mm)
ステンレス取付板(t=2.0mm) -
 アルミカバー(アルマイト処理・リベット組立)
アルミカバー(アルマイト処理・リベット組立) -
 固定金具(CO2溶接)
固定金具(CO2溶接) -
 ステンレスベース板
ステンレスベース板 -
 フレーム押さえ(CO2溶接)
フレーム押さえ(CO2溶接) -
 ステンレス製ブラケット
ステンレス製ブラケット -
 ステンレスカバー(福祉機器)
ステンレスカバー(福祉機器) -
 シャフト受け(ステンレス溶接)
シャフト受け(ステンレス溶接) -
 アルミトレイ(スポット溶接)
アルミトレイ(スポット溶接) -
 昇降フレーム(TIG溶接)
昇降フレーム(TIG溶接) -
 アルミTIG溶接品
アルミTIG溶接品 -
 ステンレスブラケット
ステンレスブラケット -
 アルミトレイ(溶接)
アルミトレイ(溶接) -
 アルミスポット溶接品(医療機器)
アルミスポット溶接品(医療機器) -
 ケース
ケース -
 洗浄ラック
洗浄ラック -
 ステンレスダクト(溶接構造)
ステンレスダクト(溶接構造) -
 ペダル(医療機器)
ペダル(医療機器) -
 ボックス(精度重視)
ボックス(精度重視) -
ガイド
-
 シャフトホルダー
シャフトホルダー -
 中板ブラケット
中板ブラケット -
 ブラケット(SUS430)+カラー
ブラケット(SUS430)+カラー -
歪みのないナット溶接技術
-
まるで曲げ加工のような溶接
-
溶接跡 仕上げ技術
-
キズレス板金加工技術
-
 ブラケット(真鍮)
ブラケット(真鍮) -
 磨きパイプ加工品
磨きパイプ加工品 -
 カバー(SUS304)
カバー(SUS304) -
 固定金具(医療)
固定金具(医療) -
 ブラケット
ブラケット -
 センターブラケット
センターブラケット -
 ロックピン
ロックピン -
 プレート取り付け板
プレート取り付け板 -
 モーターベース
モーターベース -
 レールシャフト
レールシャフト -
 ブラケット
ブラケット -
 ベースプレート
ベースプレート -
 医療機器用取り付け金具
医療機器用取り付け金具 -
 手術用器具
手術用器具 -
 サポートベース
サポートベース -
 ダクト部品(A5052)
ダクト部品(A5052) -
 ボックス(SUS304)
ボックス(SUS304) -
 ブラケット(SUS430)
ブラケット(SUS430) -
 T字ブラケット (SUS430)
T字ブラケット (SUS430) -
 エルボ
エルボ -
 中カバー
中カバー -
 レールガイド
レールガイド -
 受け金具
受け金具 -
 ステー
ステー -
 コーナーブラケット
コーナーブラケット -
 補強板
補強板 -
 ケース・カバー
ケース・カバー -
 ホッパー
ホッパー -
 シュート
シュート -
 コントローラーBOX
コントローラーBOX